150MW - Blade Repair - Turbine Low-Pressure Cylinder Final Stage
Project Overview:
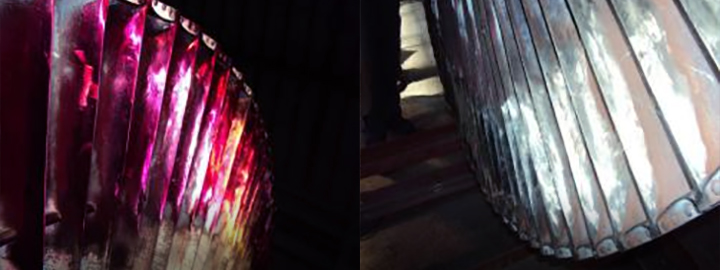
1. Blade Damage: Severe water erosion at the steam inlet of final stage blades (Number of Blades:124x2, Length: 660mm); Blade tip width reduced by 40mm because of water erosion.

2. Damage Analysis: Water drops from low-temperature steam caused serious water erosion.
3. Risk & Efficiency Analysis:
a. Turbine was covered by water-eroded slots, so that, during operation, there formed many stress force points, leading to blade cracks and eventually resulted in whole unit shut-down.
b. Damaged blades consists of 12% efficiency of the whole rotor, and after erosion, the damaged blades can no longer sever the same function as designed, and the flow amount increased, and overall, the efficiency lost annually is quite huge.
4.Solution:
In order to ensure unit safety and efficiency, JXVL recommends replacement/repair of the final-stage blades.
5. Repair Scheme for Blade
a. Make a property analysis for the damaged blade;
b. Preparation for relevant special metal welding material;
c. Make a routine inspection of the blade before repair;
d. Polish and clean the part needed for repair and make a non-destructive dye inspection so as to confirm no defect in the welding base;
e. Measure the physical dimension of the damaged part after polishing in accordance with the number of blade and decide the welding level and size of the singular blade based thereon;
f. Repair each blade in the process scheme welded with functional gradient materials, the thickness of the surface layer is 1mm. The welding materials shall be the base materials with a higher anti-corrosive and flushing resistant property than original ones ;
g. Repair the form with pliers after welding;
h. Examine the physical dimension after repair;
i. Make a non-destructive dye inspection for the repaired part;
6. Quality Guarantee and the Acceptance Standards
a. Quality Standard for Repair
1)the hardness of the repair material shall be superior to the base material;
2)no casting defects like crack and inclusion after non-destructive inspection for the repaired part;
3)The inspection tolerance of the physical dimension after repaired part shall be ±0.1㎜;
4)the surface hardness at the entrance of the repaired blade shall be HRC42;
5)The difference in weight among all the blades after repair shall be less than 3g;
6)The frequency shall accord with the installation standard of last stage blade for the steam turbine after the blade has been repaired and installed;
7)The aequum of rotor shall be controlled by means of the technical means with symmetry restoration, even welding and moment weighing, etc. during the restoration.
b.Process specification
Thermal Deformation Control: repair in the process of cold welding. The facula temperature at the welding point will reach 1700℃ and the temperature rise for the controllable base material shall be lower than 80℃, which is far below the heat stress deformation temperature of the material so that no thermal deformation of the blade will appear.
c. Submitted Technical Report
1)Non-destructive inspection report;
2)Hardness test report.
7.After the blade repair